

trailing wheels..
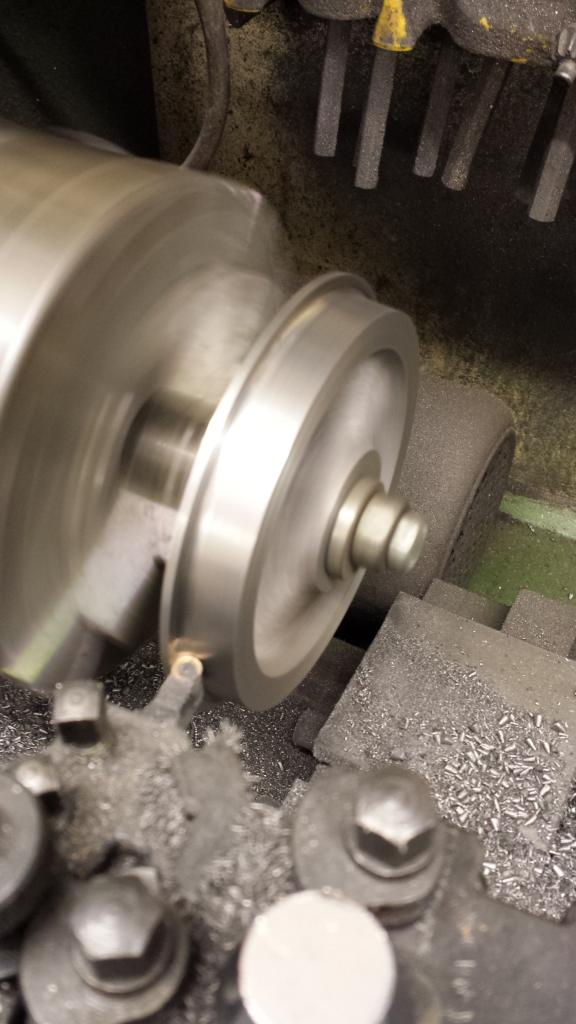
Now I've used a number of methods in the past for turning up wheels, listed previously with the tender and bogie wheels, this time I took a slightly different approach just to speed things up a little. I don't have pictures for all the stages but will list them in order as we go along. First I followed normal practice, secured the wheel in the 3 jaw by it's thread and machined the rear faces, both the tread face and the boss, not to size though, just barely removing the hard outer crust. I also took a skim of the tread outer edge as i needed this for the next stage. I then turned the wheel around and held it in the 3 jaw again, this time by the said outer tread and again machined a small amount of the tread face and the boss. Happy that both rear and front faces were running true to each other I set up the 4 jaw for boring the 5/8 axle hole. The wheel castings aren't great, neither the outer or inner tread ran true with each other or with the centre boss, makes things a littler interesting choosing which to use. I chose the centre boss although to be fair the discrepancy wasn't a mile out but it was there, reason for using the centre boss was me thinking ahead to the lining stage. i plan to make up a jig where the wheel can be turned on it's center for doing the lines, this would be a problem if the centre boss was out and would show up more than any other line. the others will run true anyway as they will have machined faces which will in themselves be running true, hope that makes sense? Each wheel in turn was centered in the 4 jaw, using an ascribed edge for positioning, centre drilled, drilled out to 1/2" and then bored out to 5/8". I then turned up a 5/8 mandrel that was a drift fit into the wheel, drilled and tapped the mandrel 8 MM for a securing bolt. Before using the Mandrel each wheel was held in the 3 jaw using reversed jaws, held flat against the chuck and had their front and back faces machined to size, tread width of 9/16, front boss 1/8 and rear boss 3/16. Picture shows the first wheel having been drifted onto the mandrel, secured with the bolt and having it's tread ( 3 degree ) and flange machined, both of which were left a few thou oversize.
With both wheels machined they were then fixed too the axle using 638 loctite ,they were then put back in the vice, live centre in tailstcok and 3 jaw with reversed jaws, one wheel was held in the 3 jaw with it's face up hard against the chuck while the other was pinned by the live centre, after checking that the axle was running true in this setup each tread was machined to size, outside diameter first using the same cross slide setting for each and again for the tread. The lip profile was done after this using a file by hand.
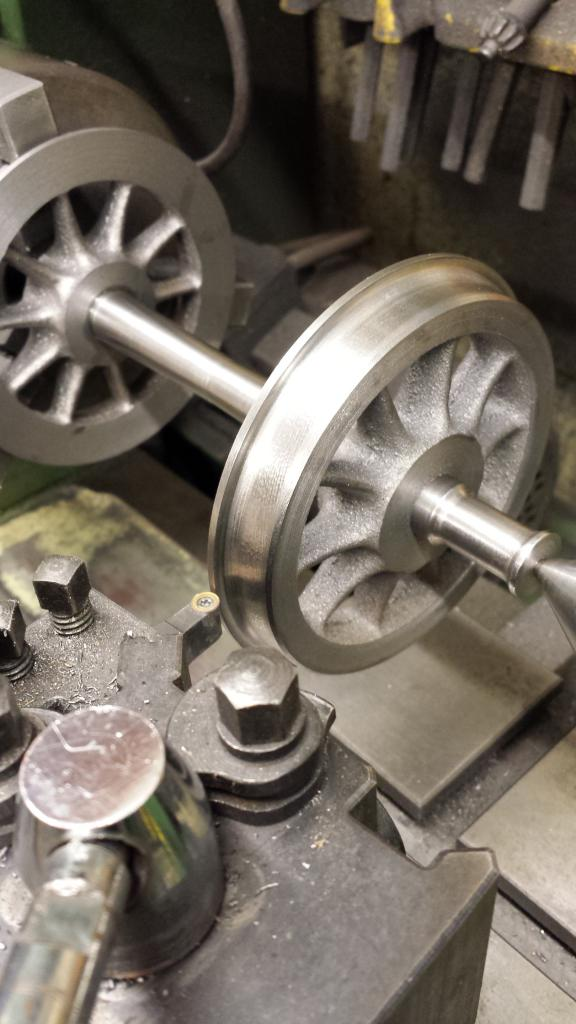
The near finished axle assembly, I still needed to grind off all of the flash around the spokes, I should add that on reading Don's 'important note' about checking the sideways movement of this axle he advised to remove some material of the wheel bosses to give more movement, he made a point of stating that although Doncaster should negotiate what's normally a clubs tightest curve of around 40' radius he did say that it will be tight and therefore i decided to take off a small amount now, if it needs more it's easy enough machining the whole axle which is how I've finished the assembly anyway.

close up of the trailing axle assembly fitted..

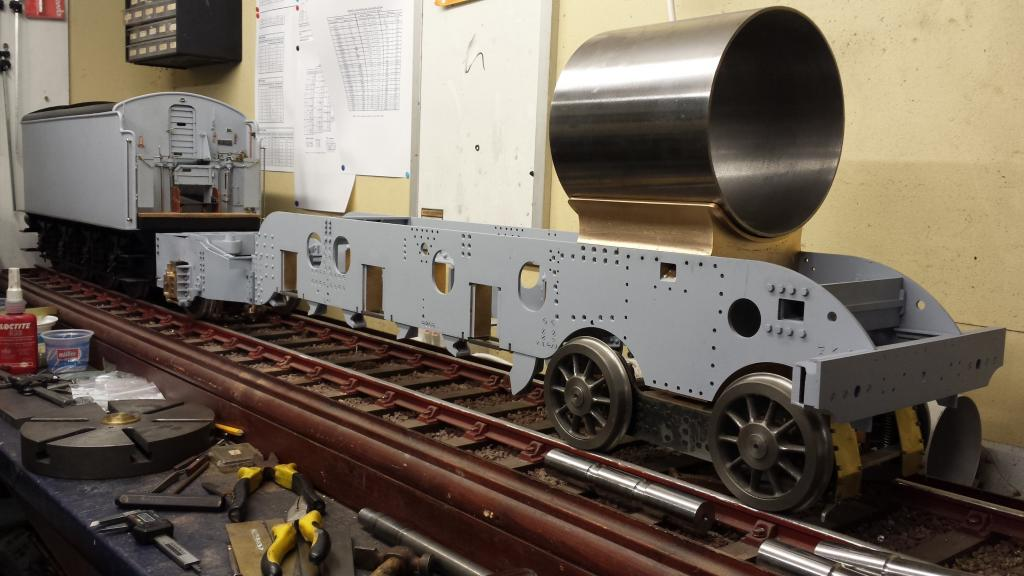
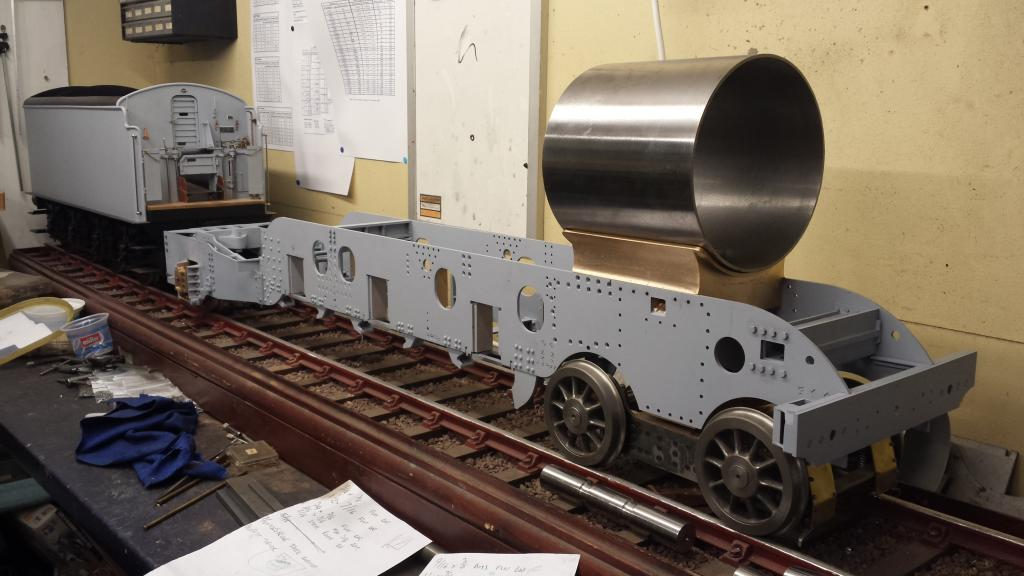
And here we are, a rolling chassis, kind off.....
It was nice to see that things were coming together, it was especially nice to note that with suitably sized pieces of steel to represent the sliding control mechanism placed between the axle boxes and the trailing frames the chassis is sitting close to it's correct height and lining up nicely with the tender, at least there should be no problems with the drawbar fitting...
Now this is one of those parts were after checking the progress to date I realised that there was a detail missing, a very visible detail.
So look at this as a piece of cosmetic surgery...if you recall I was in two minds about the fastenings used for the brake trunnions and spring hangers, Don having them countersunk whereas the prototype clearly had raised heads and when comparing the two mine looked decidedly bare. I decided to do the rivets instead as seen in the reference pictures. Some might think I'm mad but I just had to change the look of the rivet heads to match the prototype. This ment to chnage the csk rivets as drawn by Don and change them to what can best be described as a shallow round head. My method was to drill a shallow hole for each rivet, cut rivet head off leaving a short tail, apply a small drop of Loctite 638 in each hole and tap the rivet in place. The prototype's heads look flatter than a standard rivet head, so I just hit the head with a hammer which gives it a more flattened top.
I hope you'll agree that the difference between this and the last photo show that this was a job worth doing.
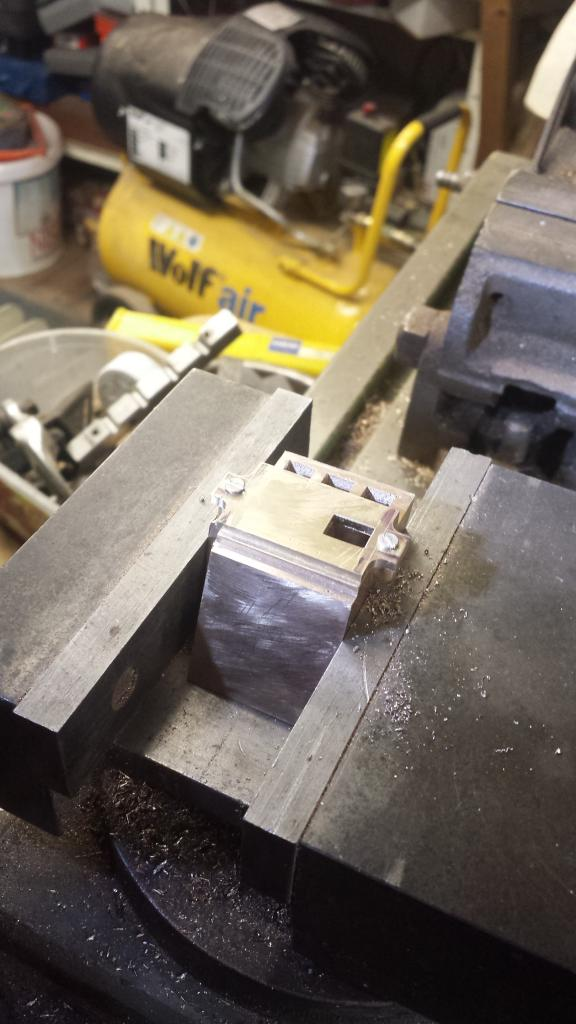
Now, back to the axlebox details, I first tackled the axle box covers from, made from some 3/32 brass flat bar...first job was to cut and machine to overall size leaving a little oversize for the length. After marking out I drilled the two holes along the centre line, I have chosen to use 8 BA here, the tender was 10 BA but Don suggested 8 Ba could be used in place so I took the easier route not wanting to risk breaking a 10 BA tap in the gunmetal axlebox, this job was done by lining up the covers over their respective boxes and transferring the hole positions. Once the holes were drilled I then marked out and cut the 3/16 x 5/16 slot for the oil tray oiling lug...I first drilled these, followed by a suitable slot drill and finished off with the humble file. Next I machined the top and bottom lugs, at first leaving oversize. I then fitted the axle covers to their axleboxes using temporary 8 BA CSK screws, placed in the machine vice and machined the lugs width to size and also finishing the top and bottom of the covers to match the box. Picture taken before machining the lugs and cover height to size. Basically I used each axlebox as a holding jig to machine the covers to size/profile
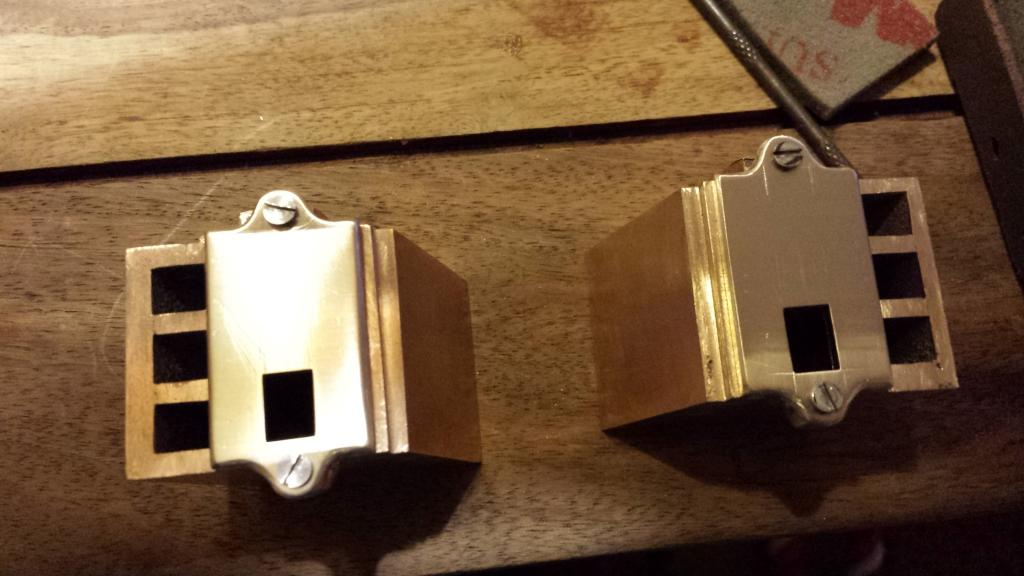
I then needed to shape the top of the lugs, to do this I added a suitably sized washer to each of the csk screws to use as a guide for shaping the curve. I used a Dremel with a small sanding wheel to shape the lugs, I also used this for angling the face of the cover. The prototype looks like it's a cast item, very uneven in shape and rounded off at the corners, to represent this I beveled the front face with the sanding wheel and finished off using a sanding block and sponge.
I decided to add the dust/ash shields that fit to the leading cartazzi horns. Reason is two fold...first it's more detail for the model, but also when taking into account the extra radial treatment given to the horns so that the loco can negotiate the none scale curves found on club tracks, it may be more practical than those on the full size.
Here's details of what I did...the side shield is made from some tin plate and a small steel section has been added to the horn casting for where the shield bends at 90 degrees to fit. On the prototype this is secured on studs with two nuts...I have used a bolt with an extra nut to represent this, I may change this for studding later.. I had none in stock and no bolts long enough to use...size is 10 BA
NB: Can't recall if i ever did change these to studs? Must take a look.

Here's the prototype for reference although this is the other side. I had planned to fit the cover that sits just below the wedge oil tank, but as mentioned earlier, i later could not find any evidence of this being fitted during LNER days

A couple of little jobs out of the way next ... well one little and one a bit more involved.... first a simple one.... got rid of those temporary csk screws, now replaced with 8 BA studding and nuts.
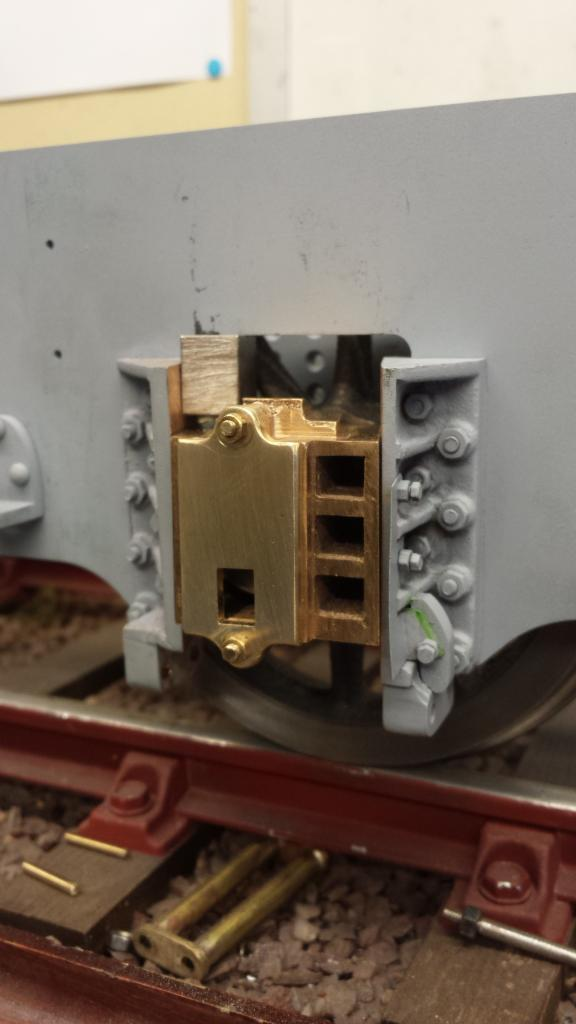
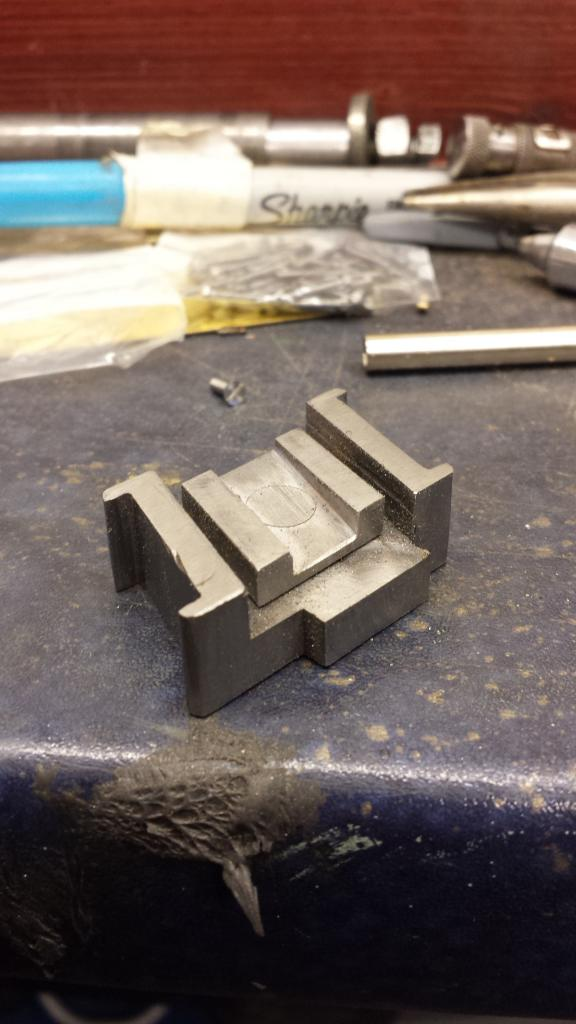
I then made a start on the side control mechanism... here's one of the completed wedges in situ, I made these out of two parts which meant less set up time...the angled wedges are 3/4 square with a 5/16 stud in the middle and a 3/8 tapered channel cut down the centre to match the taper already machined on top of the axle boxes. The wedges slide nicely in and out although when assembled the wedge will be fixed in position via the spring plate and the axlebox/wheels and axles will be the items that do the sliding to and fro and thus have slide control.
Spring plates..
The first job was to machine up the basic angled shapes which are similar to the wedges but larger, then i needed to tackle the slot for the wedges to sit in. Anyway here's the two plates held upside down in the machine vice while the slot was machined, I do these stages in pairs to both speed things up but also so that both are exactly the same.
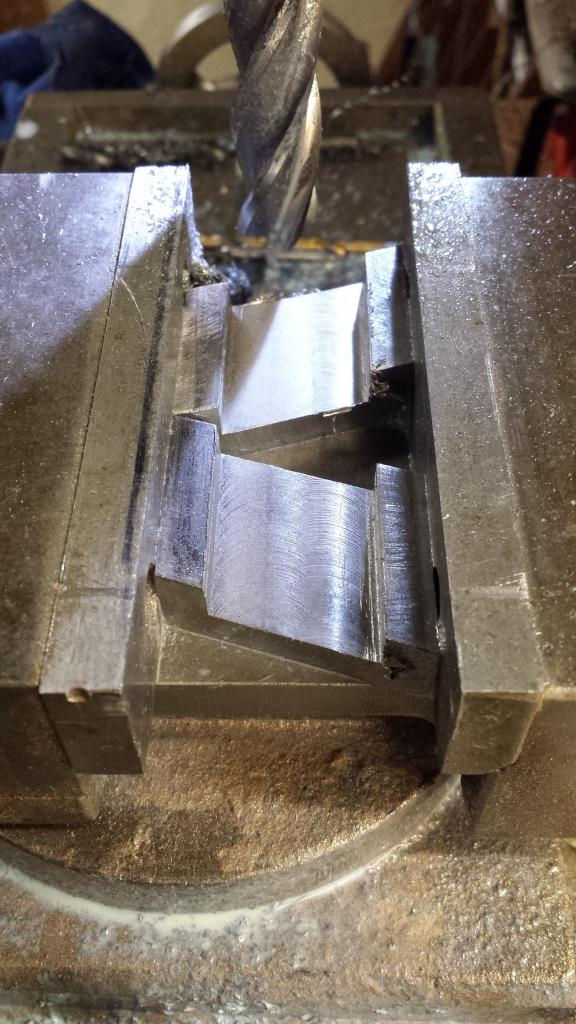
next I held the plates back to back for machining the oil reservoir seats which stick out 1/8" from the plate outside edges, the corners need rounding off which I will do at the end, also to note is here the plates are 1/2" thick, these will need machining down to 7/16 which I will do once all other machining has been done.
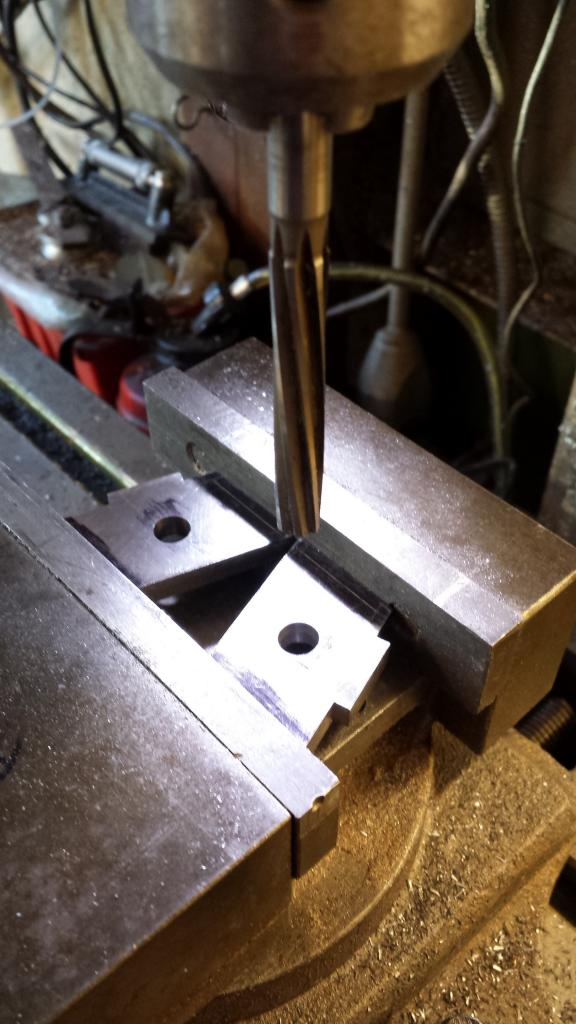
I then placed the plates their correct way up in the machine vice for drilling the 5/16 hole that the wedge spigot pushes into, these were centered stepped drilled and then reamed to size.... btw there will also be a 9/16 x 1/8" spigot with a 5/16 hole through it brazed on the top face here for the spring buckle to fit into, the same as the tender springs, this will be one of the last jobs on the plates.
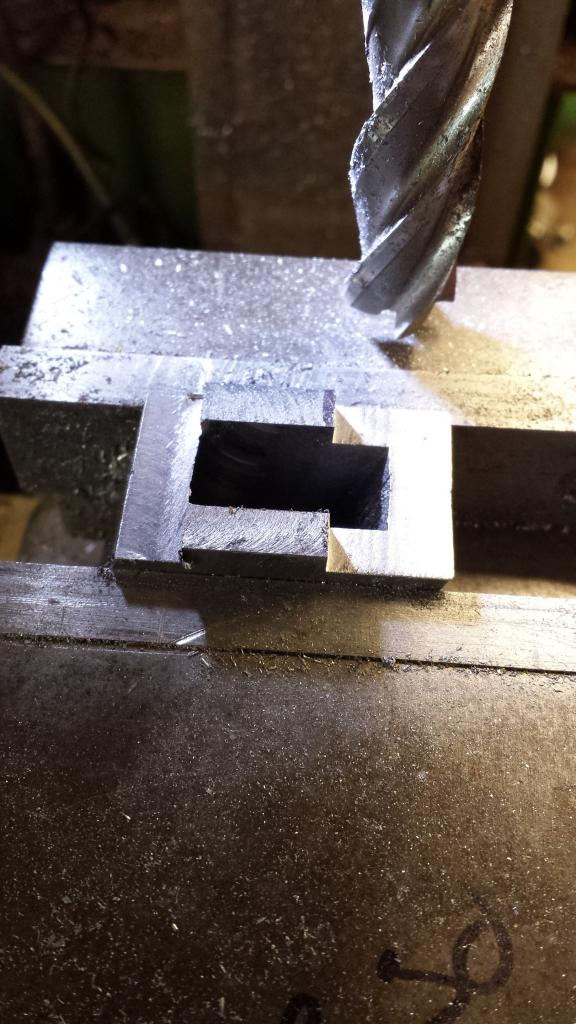
I then tackled the slots, I decided to do these separately, the slots were machined undersized as seen in the picture, they then needed fettling with a file to fit as I did not have a suitable cutter that could machine the return angles, even if I did I'd still have to file one side by hand.
Here I have fitted the wedge and tried to angle the plate upside down so you can see what's going on, I have also filed the said return angles in the slots and begun the rounding off of the corners although not those on the oil reservoir seat yet. Note the slight dig in the underside of the nearest slot....a lapse of concentration on my part but it won't be seen so no big deal..
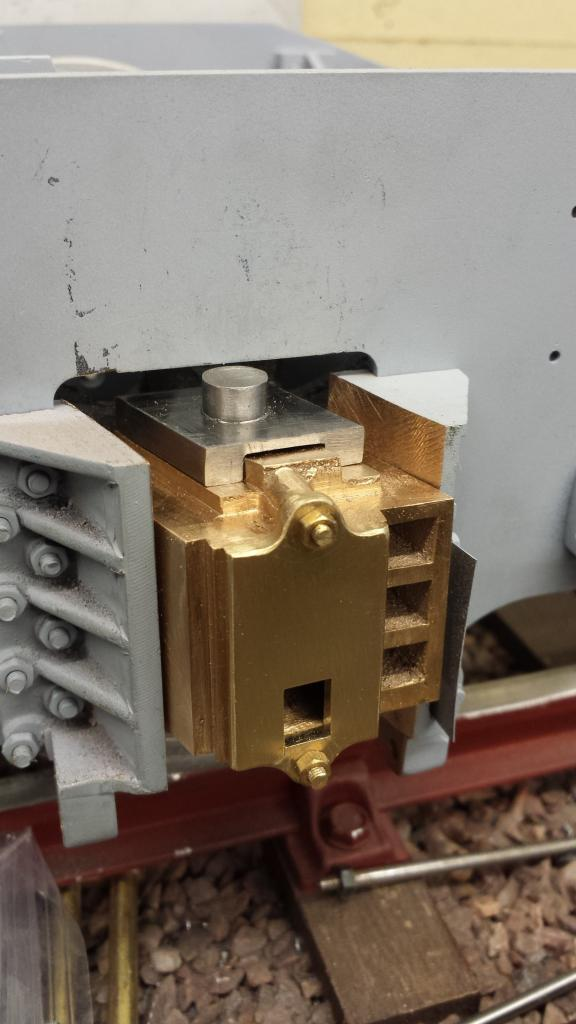
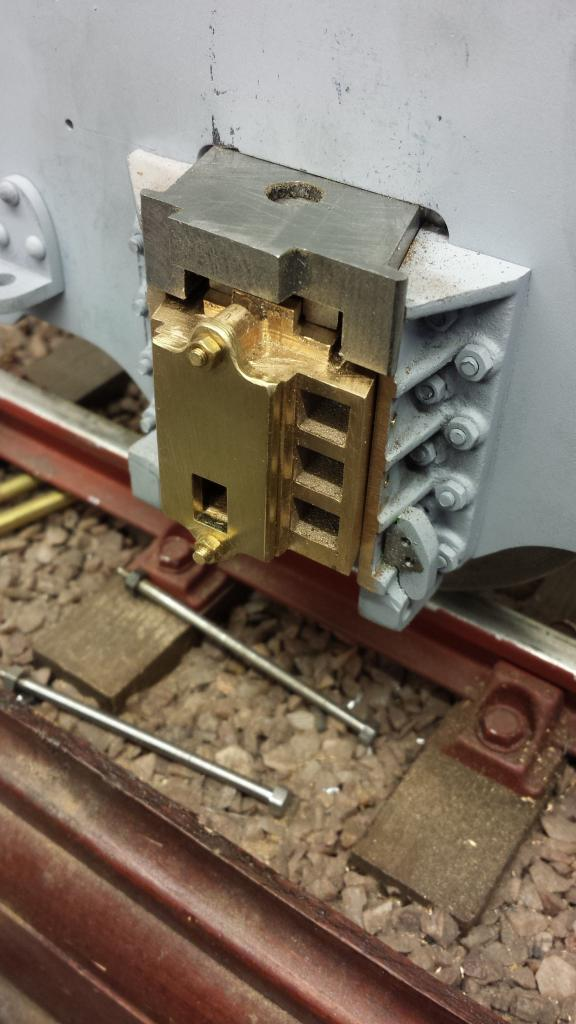
I now include two pictures to give an idea of how much sideways movement this arrangement allows and also the amount of tilt, in the first picture I have pushed the chassis away from me, easy to do with no main wheels fitted yet

And here the chassis is pulled towards me... pulled too far in fact as the wedge is off the axlebox plate that it sits on so I guess i have plenty of play available, the spring plate isn't fitted to the other side yet so that and the chassis being pushed too far has imparted a tilt to the box as can be seen.. that's good though as it shows that the system should have the required movement on that axis too.
So to finish these particular parts I first needed to machine 1/16 from the top face, turn up two 9/16 spigots for holding the spring buckle and braze them on and then finish filing to drawing... that's for the shape....I then needed to drill angled oil-way holes through the oil reservoir tank when built, through the spring plate and then through the taper wedge so that the one reservoir oils all surfaces.. oh and I also needed to drill and tap the mounting holes for the oil reservoir.
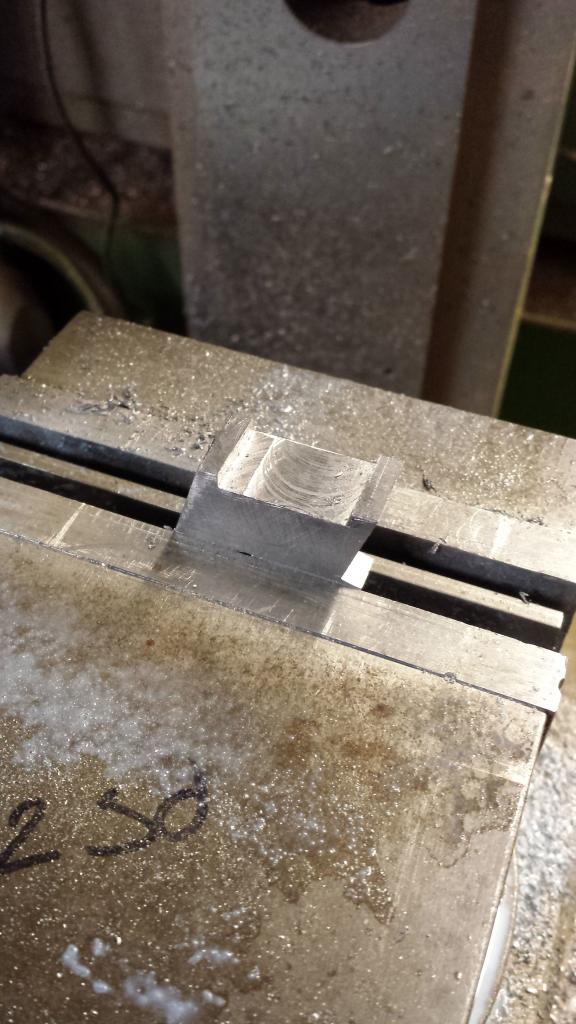
I then took a step back to catch up on finishing some parts that were still very much in the roughing out stage, one such part was the spring plate which I might add still needs the 9/16 spigot brazed to the top for accepting the spring buckle....so first I removed 1/16" from the top face as shown here bringing the plate to it's finished dimension of 7/16 once filed to a smooth finish...

And here we finally have the cartazzi axle main components assembled now that they have all been filed smooth especially along the sliding surfaces, horns to axlebox, taper wedge to axlebox and taper wedge spigot to spring plate central locating hole. You can also see the two 10 BA hex head bolts fitted to the front edge of the oil reservoir seat, I did a little more research and although I have yet to see an image of 4472 with the shield fitted that these two bolts hold, the bolts themselves could be seen... The leading horn shield mount lug has also been re-profiled and the shield itself has been reshaped to show the lower part curving out from the horn as fitted to SNG, just looks a little more interesting than a straight shield.

The chassis at this stage was sitting around 3/16" below being level... that seems about right... will know better once she's sitting fully on her springs.