
Having machined the crosshead blanks it was then on to the more involved parts of the design. First I clocked one of the crossheads upright in the machine vice, as the two types are the same width, they could all be quickly machined from this register. After first drilling/reaming the various sized holes on this axis I began with the 3 crossheads which connect to the valve connecting links on the 2:1 lever. These require a 3/16 slot for the valve links to slide into, followed with a cross drilled hole to hold the link pin and also a tapered hole to connect to the spindle, I tackled these later, not wanting to loose my register for now.
So with all of the holes (3/16 and 5/32) drilled I then tackled the 3/16 slot, first I chain-drilled 3 holes down approx 0.300, the final depth of the slot being 0.343.
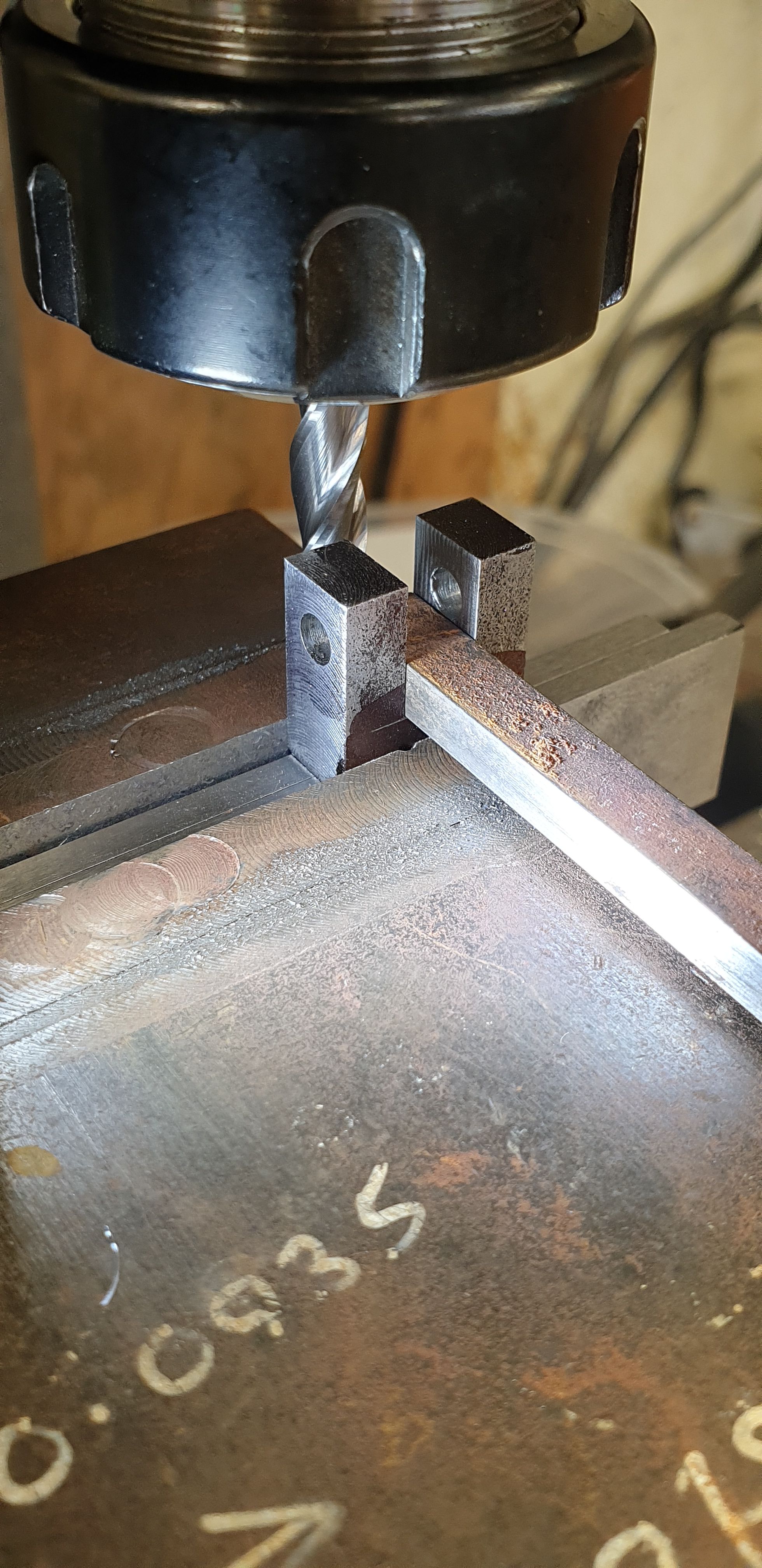
Pictures make life much easier when explaining these things, here's the chain-drilled holes. Not seen, but already drilled/reamed on the opposite face to these is the central hole for the spindle, 3/16 for the middle cylinder and 5/32 for the outside cylinders.

Next, I machined an undersized slot using a 3 mm cutter, this completed the roughing out stage, the slot is undersized on both axis. Alas I forgot to take a picture of the slot at 3/16, it can be seen in later photo's though.

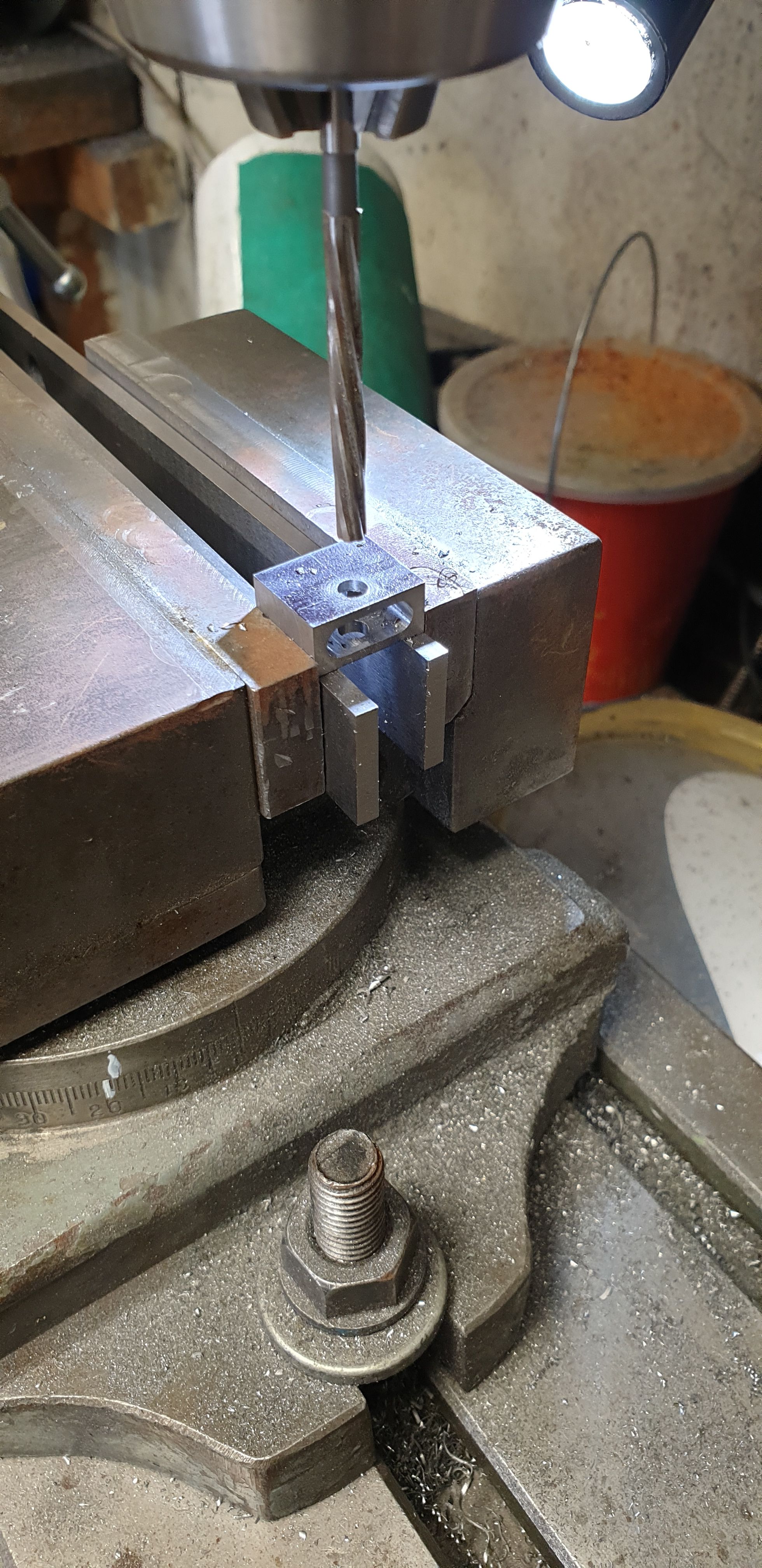
Before moving on from this register I tackled the 1/4 slot for the combination lever to fit into. I used a 6 mm cutter down the center and then widen until a length of 1/4 inch steel was a sliding fit. The picture shows the test piece of 1/4 inch steel sitting in the slot, the slot depth I can't recall but the metal left at the bottom is 7/32. Note also that I have cross-drilled the 5/32 holes to hold the combination pin. These holes were drilled from each side to nearly the middle to ensure the hole didn't wander which would be a possibility over the width of 11/16.
I then re-clocked to give me a register for the width of the cross-heads to enable drilling on the other axis. First hole seen here is the 5/32 for the link pins, drilled in steps and reamed to finish.
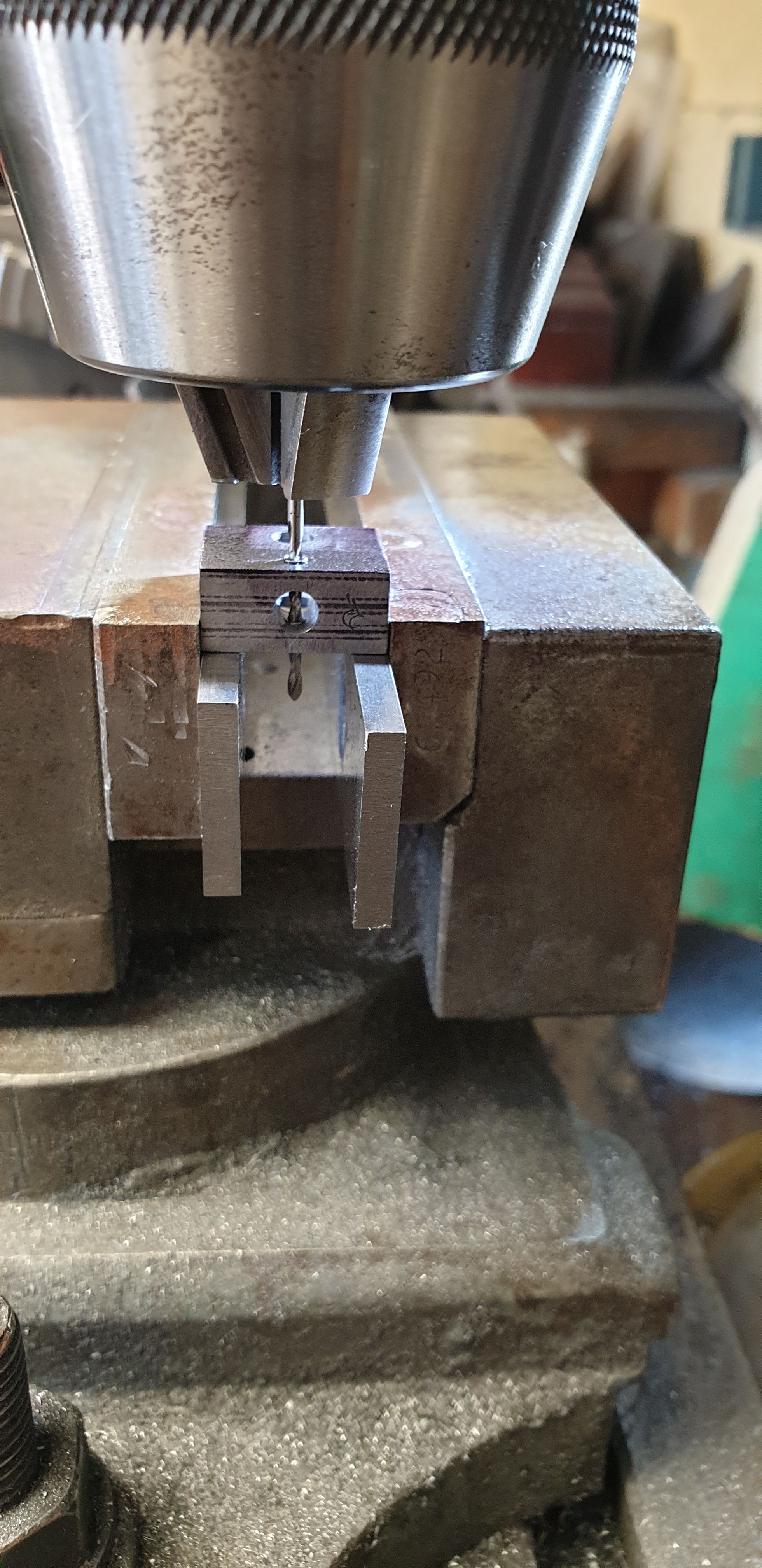
With the 3 link cross-heads drilled I then drilled all 5 for their taper pins. Don states to use 3/32 taper pins for the 3/16 end of the spindle and 1/16 for the 5/32 ends. I'm a little wary of fitting a 3/32 pin into a 3/16 shaft and so have drilled all of them for a 1/16 taper pin. For now I have only drilled the smaller size using a 0.053 drill, I'll taper ream them once the spindles are made and I have worked out exactly where the pins need to be. To give a little more strength to the 3/16 pins I'll ream these a little deeper to give me a larger pin size when compared to the 5/32 ends of the spindles. Hope that makes sense? This didn't take long as all I had to do was set the opposite ends of the crossheads up against the end of the vice (my 'X' axis register mark. The picture shows the drill bit all the way through and nicely centralised.
To complete the 3 link cross-heads I had one job left to do and that's to add 1/16 thick by 5/16 diameter collars to both top and bottom of the cross-heads. This was simple turning, I decided to use a retainer to bond the parts rather than applying heat and using solder, they have no where to go so should be ok. In this picture you can see now the 1/4 inch slot, a length of 5/32 bar was used until the bonding had cured, I oiled the bar first to ensure it didn't get bonded in as well.

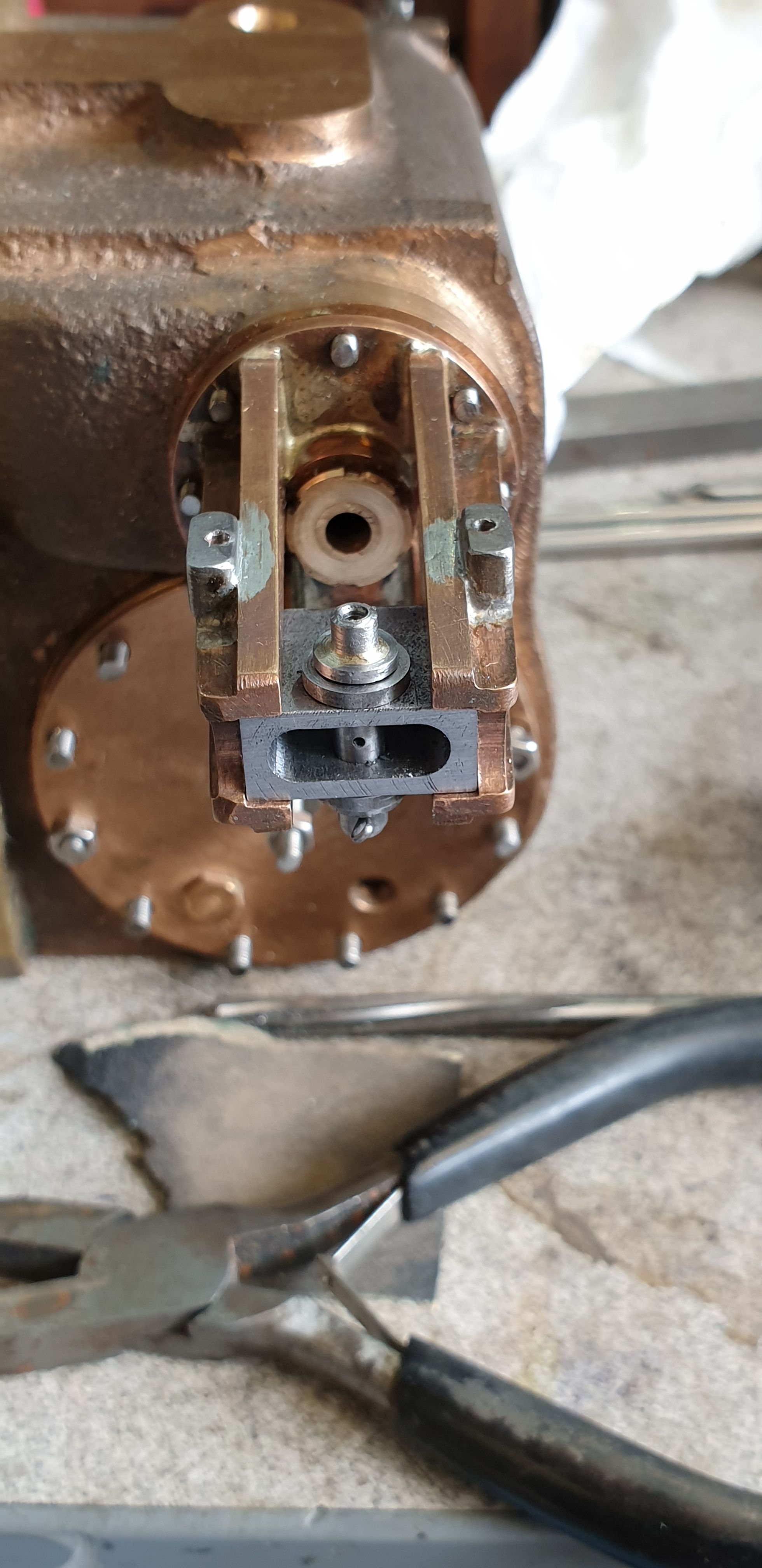
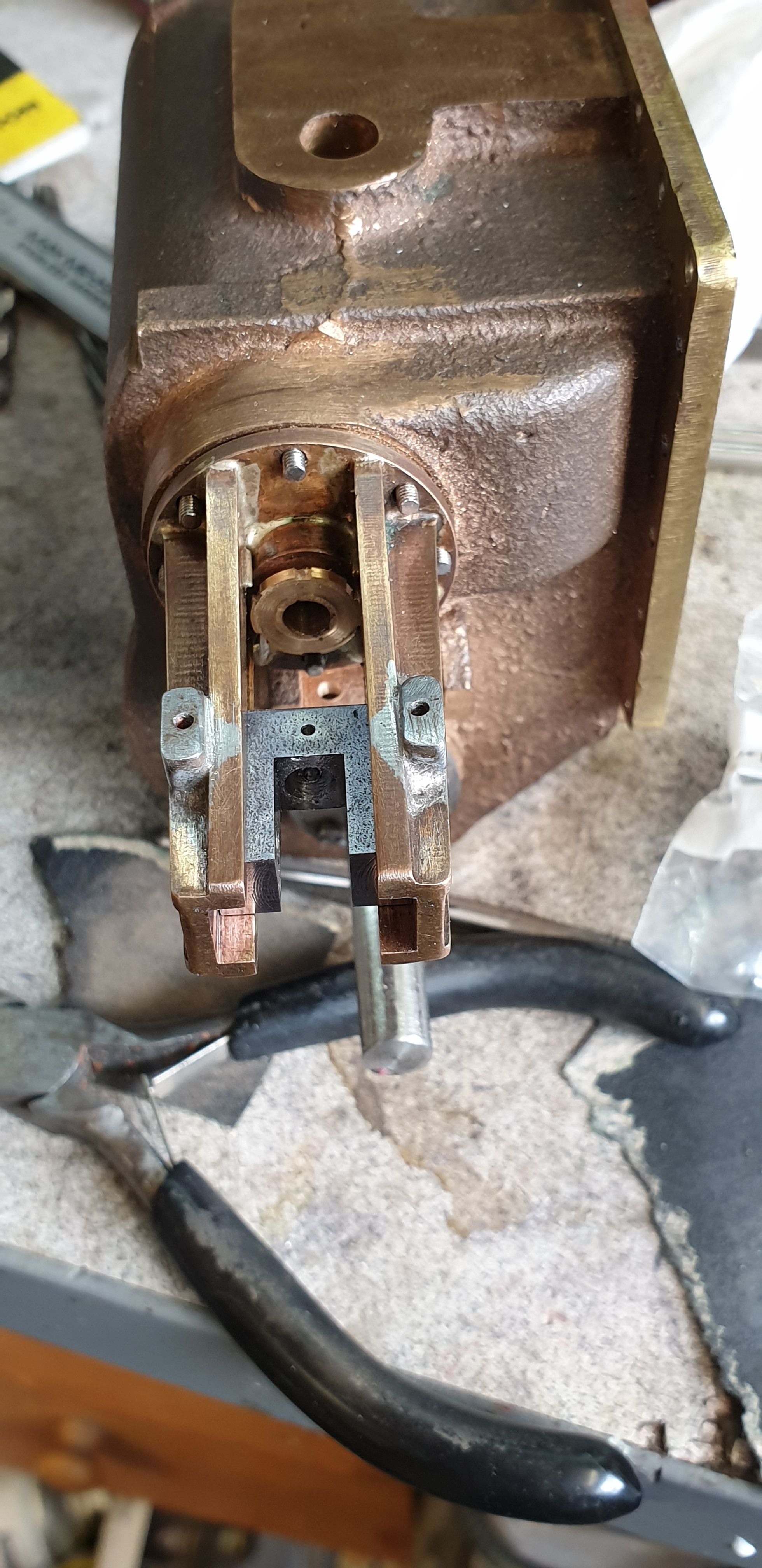
Last two pictures to show the cross-heads in position, hopefully things become clear with these pictures. first is the combination lever cross-head.
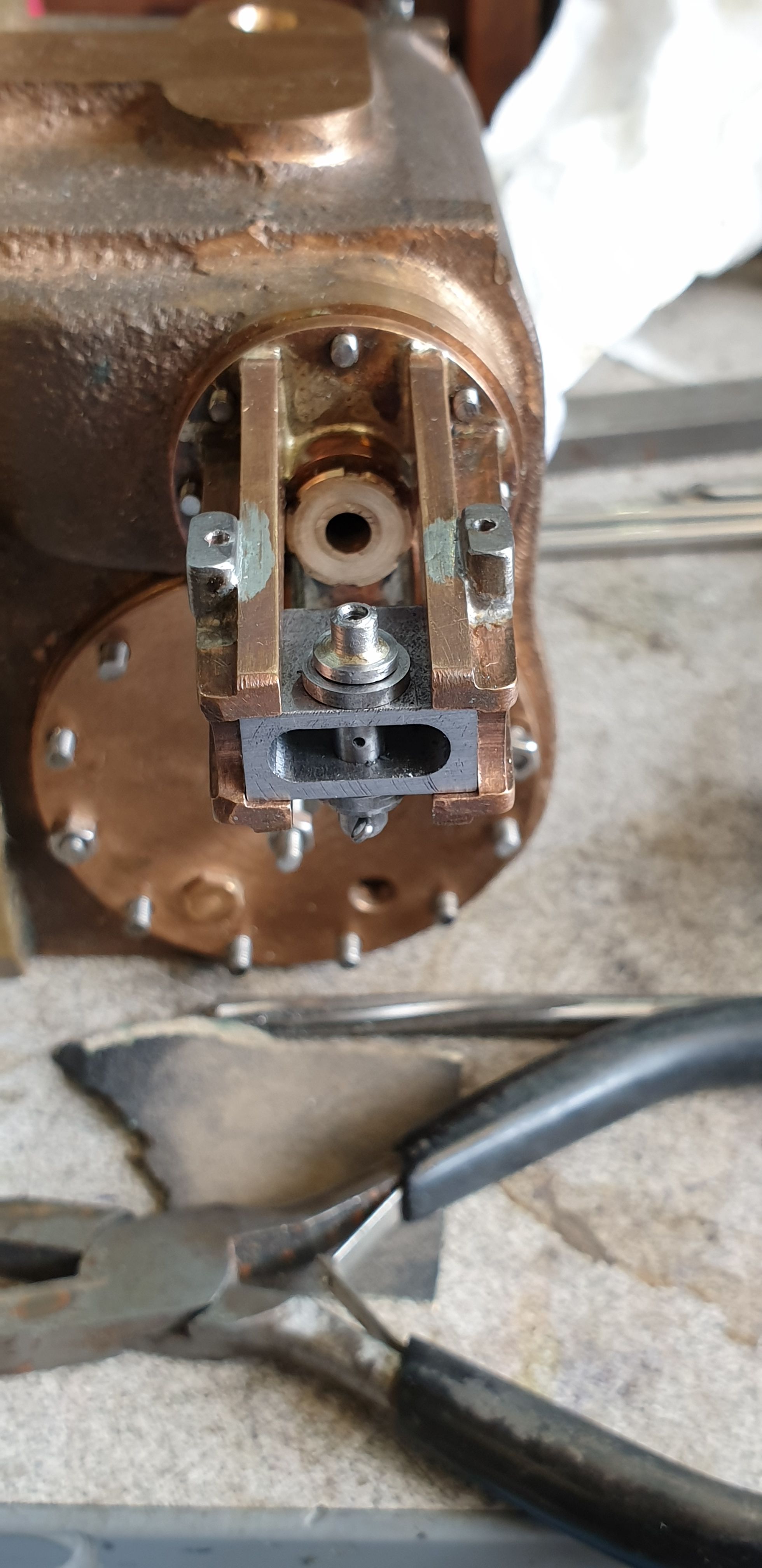
and now the valve connecting link cross-head. I have fitted its pin to show how the oil-way works. Simply add oil to the top of the pin and gravity will feed it out onto the link bronze bush below. I still need to investigate if there are caps or corks to seal the top of the pin to stop any ash entering the oil-way. One good thing about seeing these close up pictures is that I can see that there's still a fair bit of tidying to do before painting, there seems to be no end to the 'to do list'
Next will be the spindles...