There's a lot of work in this part, not such in machining the casting itself, but in making all the spring control parts that fit within it. I have tried to collect the relevant sections and put them together. I may well have missed a few bits as due to the many parts required not every part was done at the same time. So when parts appear but with no description, they will be covered later, for example you'll notice in the last images in this update that other parts are fitted to the Bogie Centre not so far covered.
This picture actually shows the third operation but it's a good place to start. Now Don states to file the bottom flat and then machine the top as seen here but this seemed a bad idea to me and in fact Don says as much himself later, the bottom is the correct datum to use for marking out the holes and so needs machining flat too. Now the casting was pretty bad but the shape of the top lent itself to being a starting point since the wings were cast flat and had the raised centre section to use for getting the casting square on the mill bed. So with the casting face down on two pieces of machined solid oak under the wings, I machined the bottom leaving slightly oversize. Next job was to turn over and machine the top again leaving oversize. I then marked out the width for the top section that the bogie yoke slides along and cut close to size. This gave me two machined faces ready for machining the ends both square and to 4" overall width.

Ok, so I needed to machine the ends square and the casting ends are way out both being very convex in shape. Using a large angle plate fixed to the mill bed I set a T square against the machined top yoke slide to keep the casting square and then bolted up tight against the plate as shown here. Now as of yet I still hadn't obtained an MT2 fly cutter to fit the mill so used the largest cutter that I had which unfortunately is a slot drill but it was good enough for roughing out.
I worked on both sides machining small amounts from either side until I was happy that I'd found a happy medium for keeping the casting both central and square. I left oversize by 50 thou for now.
With the casting now close to size and square it was time to machine to it's correct width. Here I have moved the casting and angle plate to my combi mill/lathe for which I do have a suitable cutter to fit it's MT3 taper. The problem here is I had no Z axis DRO like the mill does and worse still the fine feed is ...er not very fine..
So I had to take the casting off many times after making small cuts before being happy with the size.

However I did achieve my goal of accurately machining the bogie centre to it's 4" width....

I have a picture missing here, before this stage I secured the casting in the machine vice on it's side using again the yoke slide edge to ensure all was square and then machined the ends to their overall width of 3 1/4". Next was to machine the top and bottom faces to achieve a height of 1 3/16 for the yoke centre support and 1 1/4" for the side wings. I hadn't done this before as I had to ensure that the various heights were spot on allowing for web thicknesses along the way as well. It's difficult to explain but I hope you'll know what I'm trying to say. The top of the wings are supposed to be left unmachined which again was why I had a juggling act to perform with the top and bottom finished sizes.

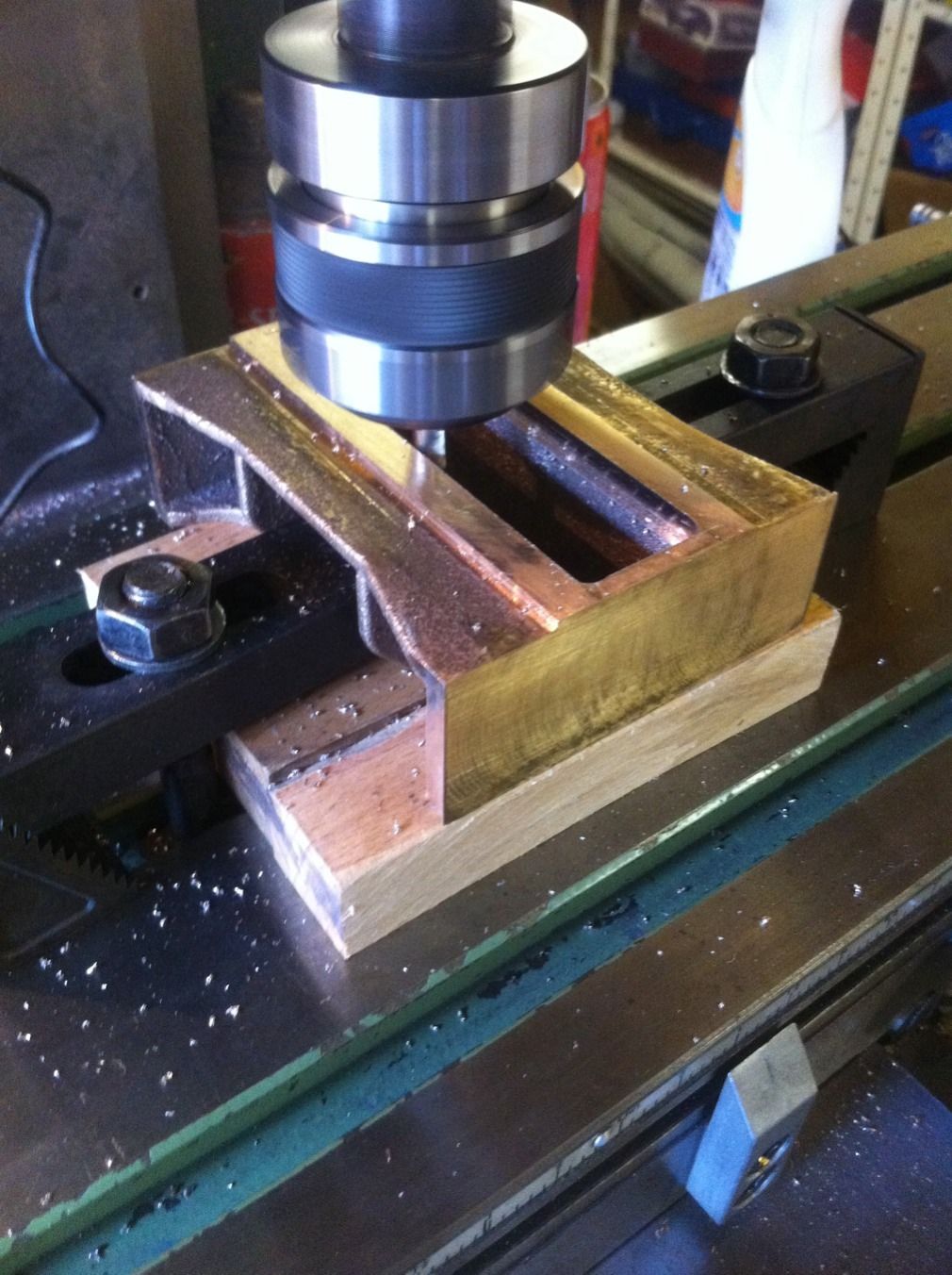
So on to the slot, this was in a bit of a mess with the core being out of square although luckily not by to much. Once marked out I set to slowly machining the slot using marks on the x and y axis handles as still no DRO here.
I have included the axles here as they were simple things to make and were done at this time, perhaps I felt like a break from using the mill and did a little turning to relax....hmm.. perhaps not...:) Just the one picture for the axle as it's simple turning. Dimensions are 5 29/32 overall, 5/8 x 43/64 for the wheels, reduced to 9/16 x 15/16 for the axleboxes and 1/2 x 2 11/16 for the middle section. The ends are chamfered 45 degrees to a depth of 1/64.

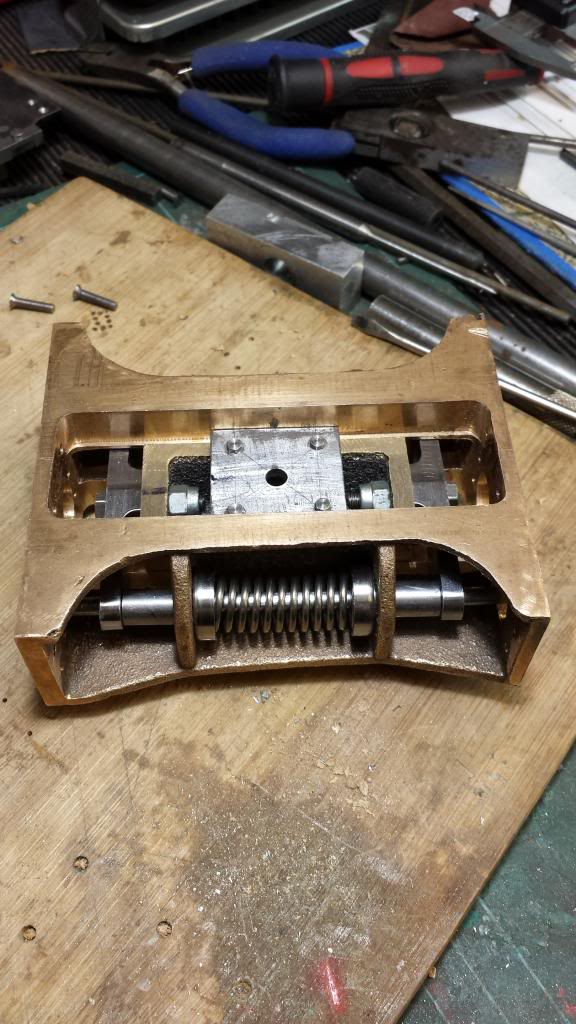
In the earlier update the bogie had got as far as the horns fitted to the frames ( not machined to final size yet) and all holes had been drilled ready for fitting the frames to the bogie centre, along with the holes for the horn-stays and the front and rear frame stays. I returned to the slot first as it still needed it's bottom opening by .0465 either side and 13/32 deep from the bottom edge for the pivot plate to slide in once made. Next job was to drill the holes for the side control system, first involved a 1/2" hole in the centre each end of the slot and 9/16 down from the top edge, this is purely for access to the bolt inside holding the side spring motion together. At 1" centres either side of the centre hole and on the same datum there are two 11/32 holes that go straight through including the webs in the middle where a 0.49 dia x 1 1/2" long @ 50lb rating spring fits between each pair of webs The picture shows what this looks like.

This casting still annoys me a little, you may remember my comments on the core not being central,you can see this in the last picture, I've also now noticed that the webs are not symmetrical either, you may notice that the holes in the middle webs are not the same distance from the edge of the web, this is because the web on one end is about 1/16 further out than the other as is the shaped section that they sit on. The lower cast edge is parallel to the slot one side but not the other...either the mould had been damaged and not repaired properly or a fault during casting. Anyway having said all this I will use it as none of this will be seen when finished and fitted to the loco and more importantly none of this effects it's operation, it's just annoying to me, but then I can be a right old fuss pot at times....
A small but important part on the bogie, important in my mind as it sets the basis for a square true running construction later, this stage being fitting the bogie frames to the bogie centre.
First picture shows what is really the second stage of how I approached this so to bring this up to date I first rechecked the centre lines for the frames and bogie centre, scribed a line along the bottom edge of the frames iirc about .120 from the bottom edge that shows where the bottom edge of the centre sits in relation to the frames, or to make that clearer the bogie centre is not as deep as the frame depth and the raised section of the centre sits above the top of the frames by 1/16 with the lower wings sitting flush with the top of the frames, hope that makes sense.
Anyway I first set the frames in position aligning the centres and setting the height as just described, this was clamped together, held in the machine vice, rechecked for alignment and then two of the holes drilled across the diagonal. I didn't have a imperial transfer punch set, my method which I prefer is to use the drill size that drilled the original holes, fix it in the chuck in a reversed position and carefully use this to find the correct coordinates by gently bringing the drill end down to the job and adjusting the X and Y positions until it's a neat fit into the hole being drilled. Once happy with the position I replaced the drill with a suitable centre drill, spot the hole, replace with the correct tapping size drill and complete the hole, it's a long job for 40 holes but it's how I like to do things not then having a decent DRO to rely on.
I then part the frame from the centre, de-bur the hole edges and tap the two holes drilled 6 BA as to drawing, I then assembled the two parts and checked that all was square, my reasoning being that if I messed up here it's only two holes that could be fixed by drilling a clearance hole and securing with nuts, to then try again with another two holes diagonally placed (in fact Don suggests to use nuts on some of the holes as they are accessible) but I've drilled and tapped all successfully so no need for the back up plan to be implemented.
With the two parts reassembled and placed back in the machine vice it was a straight forward job to spot and drill the other 18 holes to complete the first side as shown in the picture. Last job being to tap the remaining holes the same as the first two.

With the first side completed I then placed the bogie on to the mill bed and clamped the other side into position checking that the centre lines lined up, that the height was correct and also checking with a square that the two frames were aligned correctly in relation to each other, it's easy to be a fraction out just relying on the centre lines. Once happy and with everything clamped tightly together I repeated the process exactly the same as for the first side, a long job but IMHO worth the extra care taken.

A picture to show the bogie sitting nice and square on the bed, the 6 BA counter sunk screws used are only temporary, they will be replaced with counter sunk socket type as I don't like the slotted head look.

I'm glad that this part is done, it's as important as getting the axles running squarely in the horns, or at least it is to me,
I then made a start on the side control gear, here's the spring arrangement, the two pieces of flat bar are awaiting being machined into the two spring bars , once they and their two securing bolts have been machined I'll be able to assembly the side control apparatus to the bogie.

Following on from the two pieces of steel seen in the above picture, I first drilled the 3 holes required, 1/4 centre with two No.22 holes spaced 1" either side and then set up on the bogie centre. I had deliberately left the holes required in the yoke that hold the spring bars until this stage so that I could easily get them accurately placed by using a transfer punch after first assembling the springs and their cups to the bogie centre. With the yoke sufficiently supported and the spring bar blank placed in it's correct position I transferred the hole centre.

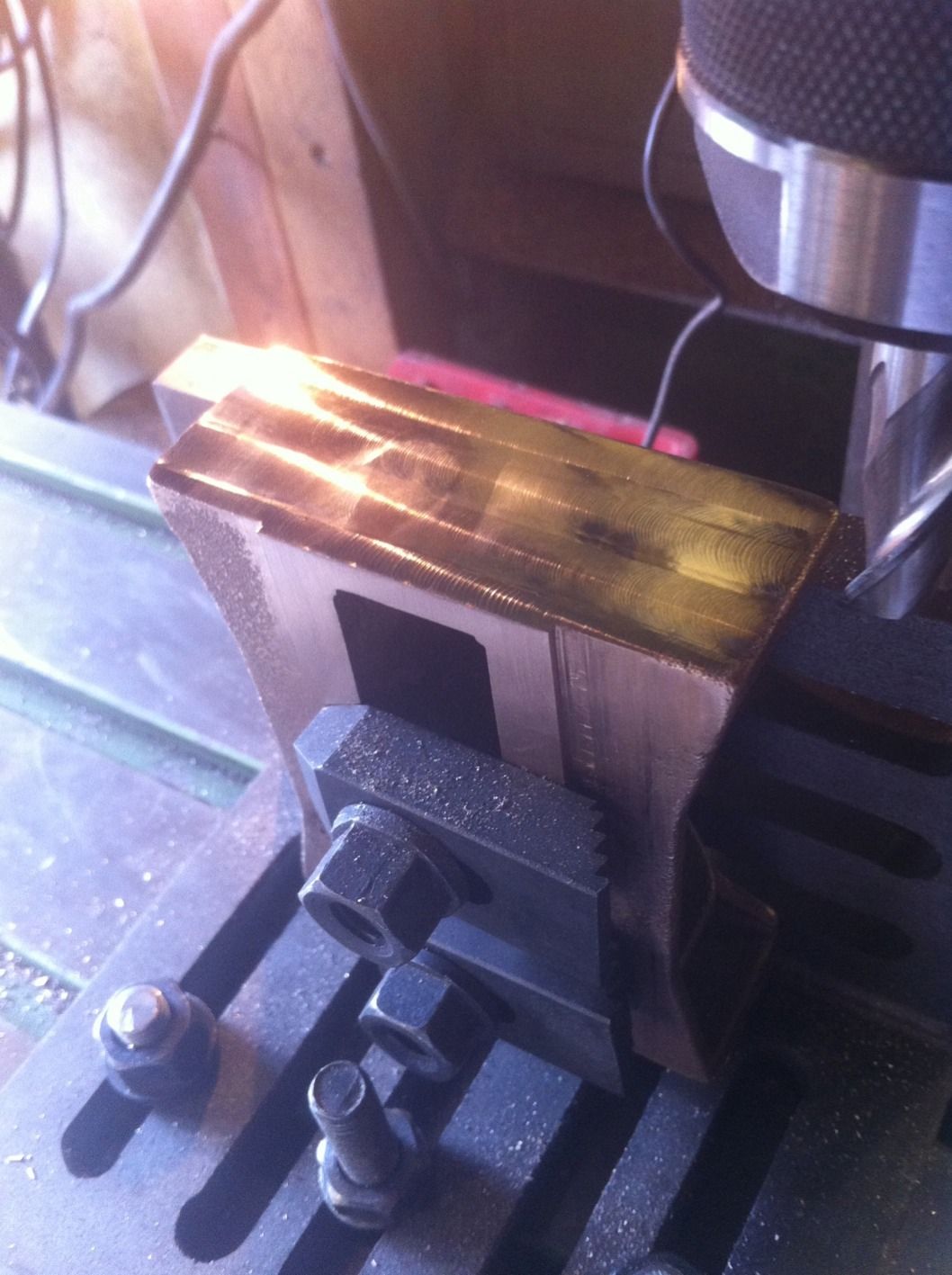
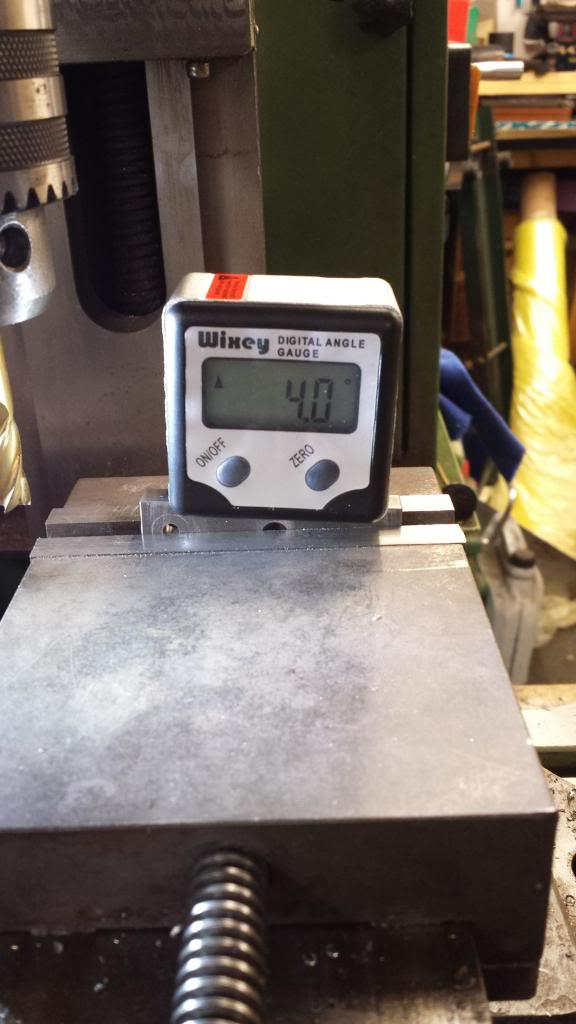
Next was to begin shaping of the spring bars, here I got to use my new toy bought from the ME at Ally Pally. With the shape scribed for reference I set the steel up for the first angle cut for which I chose 4 degrees, it was then a simple job to reset on the newly machined face to 8 degrees and cut until the two angles met at the ascribed centre line, turn over and then do the same for the other side.
The last two jobs were to round off the ends ( I cheated and did these by hand rather than setting up the rotary table) followed by machining the step, finishing with a 3/16 ballnose cutter, the bolt is 2 BA and I've chosen a lock-nut to ensure things stay together.

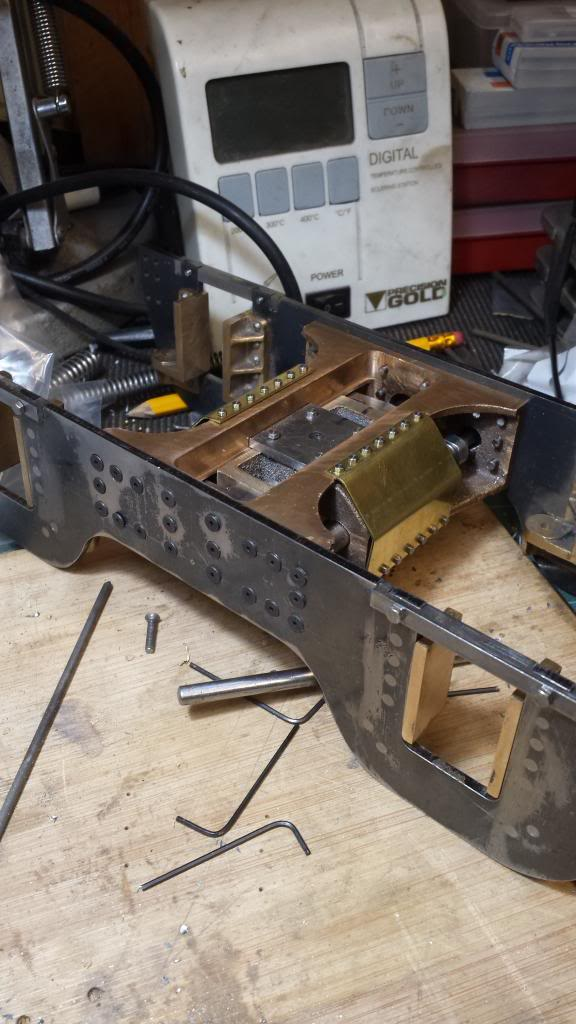
Final picture for this the spring control mech shows the assembled bogie centre with it's sideways spring control apparatus in place.
The prototype had shields ( which are on the drawings) to protect the springs from any debris so I'll of course, be including these.
The shields that protect the springs for the side bearing control gear had now been fabricated and fitted, fitting involved 28 holes drilled and tapped 10 BA. I have also replaced the temporary screws that held the frames to the centre with 6 BA CSK socket heads as these look the closest to the prototype, they aren't done up tight yet as the whole assembly will need to be disassembled for painting soon. Jobs left to do are the front and rear stays, the guard irons and of course the suspension... springs,pins,yokes,cups and 16 shock absorbers, oh and a general tidy up ... not much then...:)